產品 案例 關于


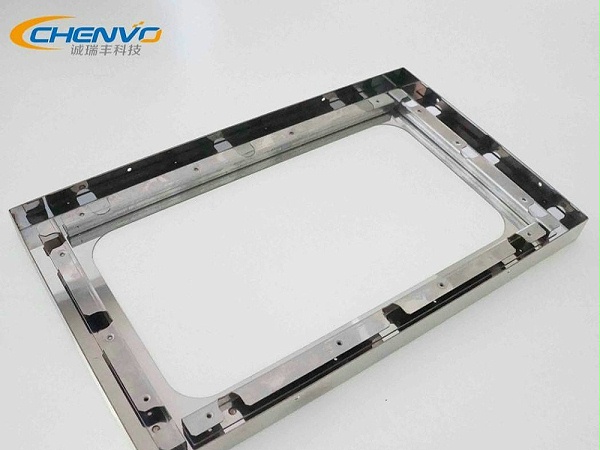
所示的不銹鋼鈑金加工件是誠瑞豐公司為ATM機取款模組而設計的一款底盤線槽安裝部件。本文主要從多方面展示該部件的參數、工藝以及一些常見問題。誠瑞豐公司承接各領域鈑金機箱的研發設計及非標定制生產。

價格:按圖紙報價
周期: 24小時



該部品具備以下特點:
(1)穩定性。不銹鋼沖壓件由原 材料不銹鋼沖裁而成,其具有的耐腐性性能可以保證在多重環境下(或長期常態下)的穩定不變形,這對于 ATM機 的精密結構部件來說是極為重要 ;
(2)美觀性。 經過打磨拋光后,制件具有良好的光亮效果,顯得美觀大氣。可以用作產品的外觀件;
(3)焊接性。 良好的焊接性能可以滿足其在內部結構件多樣性嵌接以及成品組裝 。
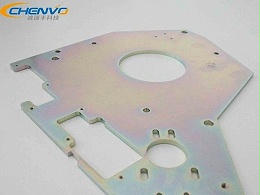
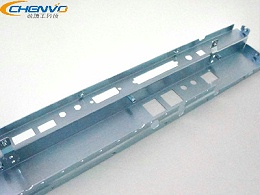
注:頁面底部更多產品詳細照片以展示不銹鋼鈑金件的產品特點。
| 產品尺寸 | 376*228*10mm | 展開尺寸 |
402*250*1.2mm |
|---|---|---|---|
| 產品材料 |
SUS304 |
材料厚度 |
1.2mm |
| 表面處理 |
拋光 |
加工難度 | 復雜 |
| 尺寸誤差 | ±0.3mm | 角度誤差 | ±0.5° |

|
序號 |
工藝 |
工藝說明及注意事項 |
|
1 |
數沖下料 |
通過數控沖床設定計算機,沖裁出不銹鋼鈑金件指定的形狀、數量和質量,該工序與產品的尺寸公差密切相關; |
|
2 |
去毛刺 |
將加工出來的平面鈑金件的刺狀物或飛邊除掉,毛刺高度必須控制在 0.2mm以下; |
|
3 |
鉗工 |
壓鉚工藝,讓部品與螺母(鉚釘)緊密結合,滿足客戶的組裝要求;; |
|
4 |
折彎成型 |
角度公差控制在0.3°范圍以內; |
|
5 |
組焊 |
本部品由3個不同部件組焊而成,焊點大小及高度誤差控制在0.2mm 以內; |
|
6 |
表面拉絲 |
提高部品外觀性,增強產品使用性能; |
|
7 |
脫脂 |
通過電離水全自動化噴淋清洗線去除表面油脂及污漬; |
|
8 |
品檢 |
全面檢查加工成品的尺寸誤差及表面劃痕等品質要求; |
|
9 |
包裝 |
不銹鋼鈑金件有包裝工程師設計的專屬包裝方案,旨在最大化避免產品在后續運作過程中產生的碰撞變形和表面刮花; |
1. 為什么說不銹鋼鈑金件的生產相 對來說較有難度
A 它的硬度相對于其它材料較高,不適合數沖下料方式,一般是激光切割下料;
B 在折彎時板材的反彈系數高;
C 在焊接時平面度相對于其它材料很難控制 ;
D 由于表面比較光滑,在進行鈍化、噴粉、噴漆之前要進行拉絲或打磨處理;
深圳市誠瑞豐公司具備23年的金屬結構件加工生產經驗,對于不銹鋼鈑金件的加工方法已經摸索出了獨有的生產工藝,大幅降低了生產過程中因操作不當而形成的損耗。
2. 不銹鋼鈑金件有幾種表面處理方式
A 表面本色白化處理: 在 不銹鋼加工過程中,經過各種氧化加工工藝后,表面會形成一層黑色的氧化皮,既影響美觀,又影響不銹鋼鈑金件的精密度,因此一般都會對氧化皮進行處理,一般有以下兩種方式 :
① 噴砂法:主要是采用噴微玻璃珠的方法,物理作用 除去表面的黑色氧化皮。
② 化學法:使用一種無污染的酸洗鈍化膏和常溫無毒害的帶有無機添加劑的清洗液進行浸洗,達到不銹鋼本色的白化處理目的。
B 面鏡面光亮處理:分別有電解拋光、機械拋光和化學拋光三種拋光方式,根據產品的復雜程度和客戶要求,采用不同的工藝。
C 表面著色處理:著色處理 賦予了不銹鋼 鈑金件各種顏色,增加產品的花色品種,而且提高 了 產品耐磨性和耐腐蝕性 。